


Product Categories
- Products (61)

An Inconel alloy 625 welding neck flange made to API 6A 15,000 psi, 1-13/16", ASTM B564 UNS N06625, supplied to Quilicura, Chile.

The open-die forging hammer for the manufacture of nickel alloy flanges.
The Inconel 625 flanges generally refer to pipe flanges made from ASTM B564 UNS N06625 forgings or ASTM B443 Grade N06625 plates. Inconel 625 is the famous proprietary tradename of alloy 625, which has the nominal chemical designation of 60Ni-22Cr-9Mo-3.5Nb. It is a nickel-chromium-molybdenum alloy with an addition of niobium that acts with the molybdenum to stiffen the alloy’s matrix and thereby provide high strength without a strengthening heat treatment. The alloy resists a wide range of severe corrosive environments and is especially resistant to pitting and crevice corrosion. It is usually used at service temperatures ranging from -325°F [-198°C] to 1200°F [649°C] in annealed condition. The Inconel alloy 625 flanges can be used in chemical and petrochemical processing, marine engineering, pollution-control piping, nuclear power systems, coal gasification and liquefaction piping, as well as pulp and paper industries.
| Element | Composition, % |
|---|---|
| Ni | ≥58.0 |
| Fe | ≤5.0 |
| Mn | ≤0.50 |
| C | ≤0.10 |
| Si | ≤0.50 |
| S | ≤0.015 |
| Cr | 20.0-23.0 |
| Al | ≤0.4 |
| Ti | ≤0.4 |
| Nb+Ta | 3.15-4.15 |
| Mo | 8.0-10.0 |
| P | ≤0.015 |
| ASTM B564 Gr. N06625 | M.S.T≤4" | 4"<M.S.T≤10" |
|---|---|---|
| Tensile Strength min. MPa [ksi] | 827 [120] | 758 [110] |
| Yield Strength min. MPa [ksi] | 414 [60] | 345 [50] |
| Elongation in 2", min. % | 30 | 25 |

The die forging of nickel alloy flanges by a pneumatic hammer.
| ASTM B443 Gr. N06625 | Requirements |
|---|---|
| Tensile Strength min. MPa [ksi] | 827 [120] |
| Yield Strength min. MPa [ksi] | 414 [60] |
| Elongation in 2", min. % | 30 |
| Temp. °F | 150# psi | 300# psi | 400# psi | 600# psi |
|---|---|---|---|---|
| -20-100 | 290 | 750 | 1000 | 1500 |
| 200 | 260 | 750 | 1000 | 1500 |
| 300 | 230 | 730 | 970 | 1455 |
| 400 | 200 | 700 | 930 | 1395 |
| 500 | 170 | 665 | 885 | 1330 |
| 600 | 140 | 605 | 805 | 1210 |
| 650 | 125 | 590 | 785 | 1175 |
| 700 | 110 | 570 | 755 | 1135 |
| 750 | 95 | 530 | 710 | 1065 |
| 800 | 80 | 510 | 675 | 1015 |
| 850 | 65 | 485 | 650 | 975 |
| 900 | 50 | 450 | 600 | 900 |
| 950 | 35 | 385 | 515 | 775 |
| 1000 | 20 | 365 | 485 | 725 |
| 1050 | - | 360 | 480 | 720 |
| 1100 | - | 325 | 430 | 645 |
| 1150 | - | 275 | 365 | 550 |
| 1200 | - | 205 | 275 | 410 |
| 1250 | - | 165 | 220 | 330 |
| 1300 | - | 120 | 160 | 240 |
| Temp. °F | 900# psi | 1500# psi | 2500# psi |
|---|---|---|---|
| -20-100 | 2250 | 3750 | 6250 |
| 200 | 2250 | 3750 | 6250 |
| 300 | 2185 | 3640 | 6070 |
| 400 | 2095 | 3490 | 5820 |
| 500 | 1995 | 3325 | 5540 |
| 600 | 1815 | 3025 | 5040 |
| 650 | 1765 | 2940 | 4905 |
| 700 | 1705 | 2840 | 4730 |
| 750 | 1595 | 2660 | 4430 |
| 800 | 1525 | 2540 | 4230 |
| 850 | 1460 | 2435 | 4060 |
| 900 | 1350 | 2245 | 3745 |
| 950 | 1160 | 1930 | 3220 |
| 1000 | 1090 | 1820 | 3030 |
| 1050 | 1080 | 1800 | 3000 |
| 1100 | 965 | 1610 | 2685 |
| 1150 | 825 | 1370 | 2285 |
| 1200 | 615 | 1030 | 1715 |
| 1250 | 495 | 825 | 1370 |
| 1300 | 360 | 600 | 1000 |
Due to the superior corrosion resistance and heat resistance, Inconel 625 flanges are a good choice for many piping applications involving severe & harsh service conditions. However, the disadvantage is that the nickel alloy is very expensive, especially when the flange size is large. The advent of weld overlay or weld cladding solved such a problem. The flange will be made from a conventional carbon and low alloy steel and is called “base metal”. All wetted and sealing surfaces of the flange that are in contact with the fluid flowing through, shall be deposited with one or several layers of alloy 625 metal by a welding process. When the deposited Inconel 625 alloy layers (known as “cladding metal”) are cooling down, it is integrally and continuously bonded onto the flange surfaces. The excellent properties of alloy 625 are imparted to the carbon or low alloy steel base metal by such an economic method.

The RTJ groove and internal surfaces of a low-alloy steel flange are weld overlaid with Inconel 625 alloys in a plasma welding process.
Alloy 625 weld overlay is usually performed using the submerged arc welding process (SAW). However, flux-cored (either self-shielded or gas-shielded), plasma arc, and electroslag welding methods can also produce weld claddings. Filler metals are available as covered electrodes, coiled electrode wire, and strip electrodes. All welding shall be performed with a procedure and welders or welding operators that are qualified in accordance with Section IX of the ASME Boiler and Pressure Vessel Code. After weld overlay, the alloy 625 cladding and base metal are brought together to form a metallurgical bond at essentially the entire interface of the two metals. The weld cladding shall be then ground or machined to the specified thickness. Generally, the filler metal of covered electrodes shall be AWS A5.11 ENiCrMo-3 for SMAW; while the filler metal of bare rods or electrodes shall be AWS A5.14 ERNiCrMo-3.

 ASTM B148 C95800 | Aluminum Bronze Check Valves
ASTM B148 C95800 | Aluminum Bronze Check Valves Spherical Rubber Expansion Joints | Universal Flanged Type
Spherical Rubber Expansion Joints | Universal Flanged Type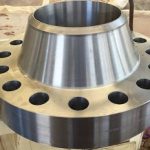 ASTM A694 F52/F60/F65 Flanges
ASTM A694 F52/F60/F65 Flanges Inconel 625 Flange & Alloy 625 Weld Overlay
Inconel 625 Flange & Alloy 625 Weld Overlay Aluminum Pipe Fittings | ASTM B361 Welding Fittings
Aluminum Pipe Fittings | ASTM B361 Welding Fittings Split Body PTFE Lined Wafer Butterfly Valve
Split Body PTFE Lined Wafer Butterfly Valve